
技術(shù)是現(xiàn)代造船模式中的關(guān)鍵技術(shù)之一。在船體建造中,焊接工時、焊接成本約占船體建造總成本的40%左右。因此,船舶焊接技術(shù)水平和生產(chǎn)率直接影響船舶建造周期、生產(chǎn)成本、產(chǎn)品質(zhì)量。
我國已是世界造船大國,但要成為造船強(qiáng)國,就一定要重視高效焊接技術(shù)的研發(fā)和應(yīng)用。目前傳統(tǒng)的電弧焊方法依然是造船中主要的連接方法,但其會帶來明顯的焊接變形和大量的焊后矯形工作。激光焊接因其高能量密度而具有熱輸入量低、焊速高、熱影響區(qū)域窄、焊縫深寬比大焊接變形量極小等優(yōu)點,是船舶焊接技術(shù)發(fā)展不可缺少的一種高效的焊接技術(shù),尤其在船用鋁合金的焊接中有明顯優(yōu)勢。
在船舶行業(yè)中,將激光焊接和電弧焊接兩種方法結(jié)合在一起,可有效提高焊接效率,依賴電弧寬的熔合區(qū)效應(yīng),可大大提高裝備間隙,同時可以通過填絲來改變焊縫組織性能,從而減少了船舶建造中焊前裝配的工作量和加工成本。

當(dāng)前激光與電弧復(fù)合的形式主要有光纖或碟片激光器和TIG、MIG或等離子弧復(fù)合。在復(fù)合三種熱源的過程中,形成了一種增強(qiáng)適應(yīng)性的焊接方法。不過這種結(jié)合也將激光的非接觸式焊接拉回了接觸式焊接方法類別。
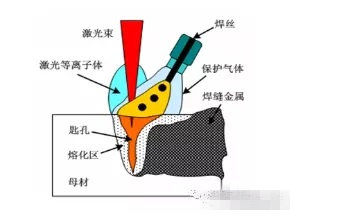
激光電弧復(fù)合焊接原理圖
目前已經(jīng)在EH36 高強(qiáng)鋼 10-18mm厚板焊接、鋁合金5-8mm中厚板單面焊接(不焊透型)、T型 20mm碳鋼板連接中取得了比較成熟的工藝應(yīng)用。
EH36高強(qiáng)鋼主要應(yīng)用在船舶制造行業(yè),其在低溫下具有較高的強(qiáng)度、韌性和耐蝕性等綜合性能好,還能夠減輕船體自重,提高載荷等優(yōu)點,適用于建造遠(yuǎn)洋萬噸級以上的船舶殼體。
傳統(tǒng)的電弧焊接效率低下,焊縫表面易產(chǎn)生凹陷和咬邊缺陷,背面易形成焊瘤等缺陷。另外弧焊的熱輸入很大,穿透能力小,在焊接過程中不僅需要考慮變形控制的問題,還需要考慮焊后應(yīng)力消除等問題。
10kw激光電弧復(fù)合焊接可以一次性穿透18mm的厚度,與傳統(tǒng)的弧焊相比,焊接效率遠(yuǎn)遠(yuǎn)超出預(yù)期,焊接工序也得到大力簡化。
近年來,一些船體中開始引用鋁合金結(jié)構(gòu),特別是快艇、渡輪、巡邏船、豪華游艇等。相對于鋼結(jié)構(gòu),鋁合金船舶具有輕便、高速、靈活、節(jié)能等特點。鋁合金的密度小,強(qiáng)度高,但是鋁合金特殊的材質(zhì),使得激光焊接鋁合金薄板時成形還不錯,當(dāng)焊接5mm以上的厚板時,因激光穿透形成的小孔極不穩(wěn)定,導(dǎo)致焊接成形很差、存在氣孔等問題。通過加入電弧恰好能避免這些缺陷,電弧對鋁板的預(yù)熱,以及對光致等離子體的稀釋,能提高材料對激光的吸收率,以及激光穿透的穩(wěn)定性。

激光電弧復(fù)合焊接兼有激光焊接和電弧焊接的優(yōu)點,能滿足造船廠對裝配間隙的要求,焊接變形小且焊后矯形的工作量小,具有良好的綜合經(jīng)濟(jì)性。尤其隨著鋁合金艦船的大量建造,激光電弧復(fù)合焊的優(yōu)勢必將得到更好的體現(xiàn),在船舶行業(yè)中的應(yīng)用前景也將更廣闊。
激光焊接設(shè)備 推薦:優(yōu)惠多 聚劃算 報價4007001618
【金屬激光焊接設(shè)備】適用于各種復(fù)雜的焊接,不同設(shè)備的點焊和1毫米厚的焊縫焊接;多路光纖模式,同時焊接多工位;
【模具激光焊接設(shè)備】適用模具工業(yè)化,用于精密模具的維修,如數(shù)碼產(chǎn)品、手機(jī)、玩具、汽車、摩托車、模具等模具制造和成型行業(yè);
【金銀首飾激光焊接】主要用于珠寶首飾、電子元件等、通信、工藝品等行業(yè);
【大型激光焊接】應(yīng)用在汽車車身覆蓋件類零件的組焊,如汽車車門、側(cè)圍、天窗、地板、前倉、后倉、行李箱蓋。
【自動激光焊接機(jī)】 利用數(shù)控軟件通過電腦控制機(jī)械系統(tǒng)移動或旋轉(zhuǎn)工件,從而實現(xiàn)自動化焊接
【激光點焊機(jī)】可用于珠寶首飾、鐘表游絲、集成電路引線各種微小、熱敏感零件的的精密焊接
【YAG激光焊接機(jī)】高致密性,強(qiáng)固焊縫,精確控制,功率密度高,焊縫深而窄,焊縫光亮美觀等特點
")
















































































